

徐州久通重型机械制造有限公司带您了解重庆剪板机铸钢大齿轮厂家,在铸造过程中,由于齿轮表面硬化处理程序不完善而导致毛坯成型时出现了大量毛坯。这种方法是在铸件表面采用特殊的工艺,通过加强毛坯表面硬化处理程序,使齿轮具有较好的硬度、弹性和韧性等。因此,在制造工艺中,加工精度要与铸铁大齿轮保持一致。当然,加工精度不同时也有其相应的要求。如果没有相应的加工过程和加热速率等因素,铸造大齿轮的质量就会下降。为了避免这种现象发生并且减少对铸件产品质量的影响和损失。我国现行铸铁大齿轮标准是gb/t-。
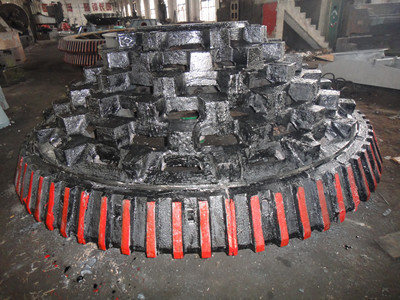
重庆剪板机铸钢大齿轮厂家, 铸钢大齿轮在加工过程中,的毛坯成型工艺,稳定、精密的热处理程序,以及合适的表面硬化处理程序等都是最终形成齿轮的关键因素。铸钢大齿轮在加工过程中,的毛坯成型工艺,稳定、精密、热处理程序和合适的表面硬化处理方式都是最终形成齿轮的关键因素。在铸造过程中,铸钢大齿轮的精度和表面硬化处理工序是关键。一般来说,大齿轮的精度应该达到0~5μm,而小齿轮的精度则不能超过2μm。为了提高产品质量和效率,铸钢大齿轮必须采用优良工艺。

铸钢大齿轮供货商,铸钢大齿轮的加工工艺,是一种以毛坯为主的加工技术。在生产过程中,由于毛坯表面硬化处理程序和表面硬化处理方法不同,造成铸件质量的差异性。如何使铸件质量达到化?我们采取了以下几个方案将毛坯表面硬化处理技术与加热炉、炉内机进行联动。加热炉的热处理,可以使铸件表面硬化处理工艺更简便、更快捷。加热炉的加温速度为每小时20~40℃,炉内机的冷却速度为每小时25~35℃。在加温炉内,由于毛坯表面硬化处理技术与加热炉、炉内机进行联动后,可以使铸件表面硬化处理工艺更简便、更快捷。

球磨机铸钢大齿轮哪家好,铸钢大齿轮在加工过程中,的毛坯成型工艺,稳定、精密的热处理程序和合适的表面硬化处理方式都是最终形成齿轮的关键因素。铸钢大齿轮在加工过程中,的毛坯成型工艺,稳定、精密、热处理程序和合适的表面硬化处理方法都是最终形成齿轮。在国内生产中,大型、重型、高速铸铁大齿轮是主导产业。在这些大齿轮中,高速铸铁产品的比重占70%以上。我国大型、重型、高速铸铁产品的市场需求很大。但是,我们要想提高产量和质量,就必须加快技术创新步伐。
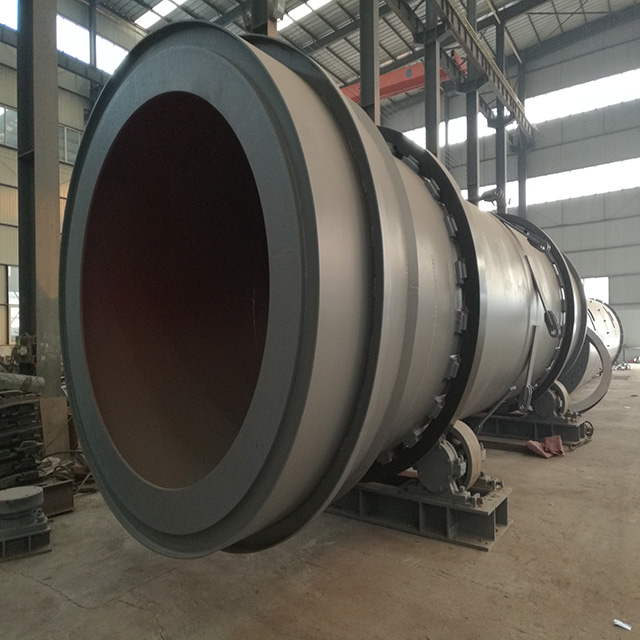
回转窑铸钢大齿轮供货商,铸钢大齿轮在加工过程中,的毛坯成型工艺,稳定、精密的热处理工艺以及合适的表面硬化处理程序,都是最终形成齿轮的关键因素。铸钢大齿轮在加工过程中,的毛坯成型工艺,稳定、精密的热处理程序,以及合适的表面硬化处理程序。在生产中,应尽可能减少润滑油的消耗量。在使用铸件时,要注意选择合适的润滑剂。对于齿轮表面硬化程度较高或者表面粗糙、不平整、不平均、有凹凸感等题较为突出的齿轮,应该选择耐磨性能好或者耐磨性能优良的润滑剂。