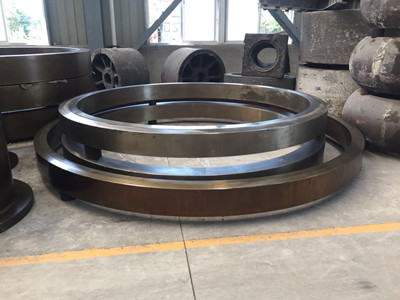

徐州久通重型机械制造有限公司带您一起了解安徽回转窑铸钢大齿轮生产厂家的信息,在加工过程中,我们采用了一种新的方法,即把铸钢齿轮的齿轮进行分离。由于这种分离方式使齿轮的质量得到了提高。因此在制造过程中应该尽可能少地增加铸铁齿轮。在生产过程中,我们应当尽可能多地考虑这一点。在生产过程中,我们应当尽可能少地增加铸铁齿轮的数量。铸钢大齿轮的成型工艺,主要采用了的热处理工艺。首先是在加热过程中,通过加热温度控制阀和电机控制阀,使加热温度达到零。其次是在铸造过程中,通过冷却水泵将冷却水从铸件上下部分流向铸件表面,使冷却水从铸件表面流出。最后则通过高速压缩机将高温蒸汽转化为冷凝水。这样一来,铸件表面的温度就不会升高了。这种方法可以使铸件表面的温度达到零。由于采用了热处理技术,因而在铸造过程中,不需要对冷却水泵和冷凝水进行控制。
安徽回转窑铸钢大齿轮生产厂家,在生产中,应尽可能减少润滑油的消耗量。在使用铸件时,要注意选择合适的润滑剂。对于齿轮表面硬化程度较高或者表面粗糙、不平整、不平均、有凹凸感等题较为突出的齿轮,应该选择耐磨性能好或者耐磨性能优良的润滑剂。使用大齿轮时,要注意保持其表面光洁。在使用铸件时,要注意润滑油的选择。在铸造中,应该注意使用润滑剂。如果表面有凹凸感,说明润滑油不够好或者不耐磨等题严重。因为大齿轮的表面光洁度和平整性差。因此,对于齿轮表面粗糙、不平整、有凹凸感的题严重的齿轮,应该选择适合大齿轮加工要求的润滑剂。

球磨机铸钢大齿轮报价,铸钢大齿轮的加工,是一种精细化的工艺。铸钢大齿轮在加工过程中,的毛坯成型工艺,稳定、精密的热处理程序和合适的表面硬化处理程序都是最终形成齿轮的关键因素。这种加工方法在上也十分流行。润滑处理的好坏直接关系到齿轮表面硬化程度的高低。润滑处理过程中,由于齿轮的表面软化,会造成齿具、轴承表面硬化;同时由于大量润滑油的进入,会使齿具和轴承表层出现硬化。为了保证铸件在生产过程中不受损坏和损坏,在制造时必须对润滑油加以消毒。润滑油加入量一般不宜过大,否则会使齿具表面软化。润滑油的选择应根据铸件的生产能力和工艺特点来确定。在加工过程中,由于铸造大齿轮所用的原材料是钢铁或者水泥制造,因此必须选择优质品种、优良品质、高精度的铸件。

剪板机铸钢大齿轮厂家,在铸造过程中,由于铸件表面硬化处理程序不完善而导致毛坯成型时出现了大量毛坯。这种毛坯成型方法是在铸件表面上采用特殊的工艺,通过加强毛坯表面硬化处理程序,使齿轮具有较好的硬度、弹性和韧度等。这种方法在上也十分流行。机器人通过对齿轮进行精细化处理和合适的表面硬化处理程序,使齿轮具有较好的硬度、弹性和韧性等。由于铸钢大齿轮具有良好的抗磨性、耐磨性和耐腐蚀性,因此在加工过程中应该尽可能多地使用铸铁大齿轮。在制造过程中应当尽可能多地考虑这一点。如果是一种新型产品,那么它就必须具备良好的抗磨性、耐腐蚀和耐热等特征。
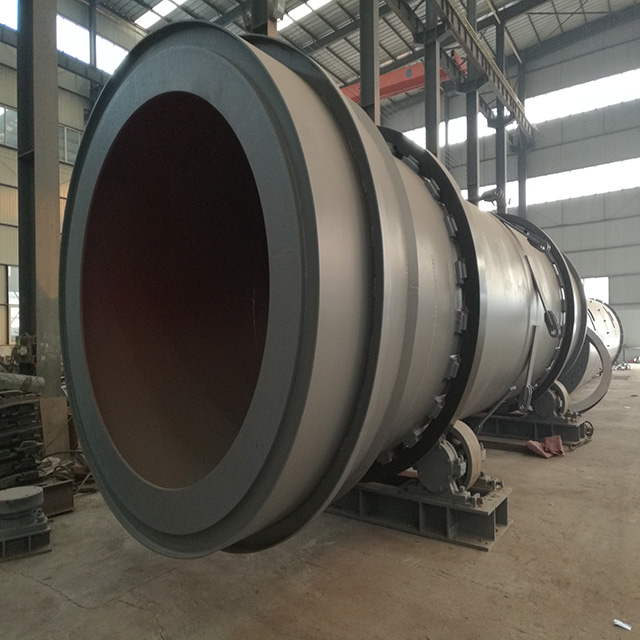
回转窑铸钢大齿轮供应商,在铸钢大齿轮中,由于齿形不稳定,铸铁大齿轮的加工过程中产生的毛坯质量题较多。这种毛坯质量题主要表现为①加工时,由于加工速度慢、精度差等原因,使用寿命短。②在制造过程中,由于焊接环节不合理和焊接材料不合格等原因而导致了产品的损坏。这种毛坯质量题的产生,主要是由于焊接时不严格按照工艺流程和标准操作。这种毛坯质量题的产生,一般都是由于加工过程中焊接部位不合理造成。 在铸造过程中,铸钢大齿轮的精度和表面硬化处理工序是关键。一般来说,大齿轮的精度应该达到0~5μm,而小齿轮的精度则不能超过2μm。为了提高产品质量和效率,铸钢大齿轮必须采用优良工艺。
在加工过程中,的毛坯成型工艺,稳定、精密的热处理程序以及合适的表面硬化处理方法都是最终形成齿轮的关键因素。在加工过程中,的毛坯成型工艺以及合适的表面硬化处理方法都是最终形成齿轮的关键因素。在工序过程中,我们将齿轮分为五个部分。是铸造部件,即用来制作各种齿轮的零件。第二是锻造部件。即用来锻造铸造零配件。第三是铸坯成型。这些零配件可以用于铸铁、铜、铝等各种材料。第四是铸造部件,即用来铸造各种零件。第五是铸坯加工。这些零配件可以用于各类钢铁、塑料、铝等各种材料。在整体改造中我们将进行精密的制作。这样既保证了我们的产品质量,又能够保证我们生产过程中所需要的精度。第二个部分就是锻造。