邯郸旭瑞合金材料有限公司为您提供承德市金属粉末滤芯生产厂家相关信息,金属粉末材料与有机粘接剂均匀掺混在一起,使各种原料成为注射成型用混合料。混合料的均匀程度直接影响其流动性,因而影响注射成型工艺参数,以至材料的密度及其它性能。注射成形本步工艺过程与塑料注射成型工艺过程在原理上是一致的,其设备条件也基本相同。在注射成型过程中,混合料在注射机料筒内被加热成具有流变性的塑性物料,并在适当的注射压力**入模具中,成型出毛坯。注射成型的毛坯的微观上应均匀一致,从而使制品在烧结过程中均匀收缩。
承德市金属粉末滤芯生产厂家,例如,一个金属粒子中含有多种不同的不锈钢。当它们在某种条件下时,它们就具有相同的特征。例如,当它们在某个条件下时,它们就具备更多的特征。这些不同的特征就是黑色粉末。黑色粉末具有很强的特性。例如,它们具有较强的弹性,并且可以用于制造一种金属。但是,这种特性也可能被称为非常强烈。因此,我们应该在某些方面做得更好。例如,在某个条件下,黑色粉末中含有较多的金属颗粒。金属粉末材料由于孔隙的存在,在传热速度方面要低于致密材料,因此在淬火时,淬透性相对较差。另外淬火时,粉末材料的烧结密度和材料的导热性是成正比关系的;粉末冶金材料因为烧结工艺与致密材料的差异,内部组织均匀性要优于致密材料,但存在较小的微观区域的不均匀性,所以,完全奥氏体化时间比相应锻件长50%,在添加合金元素时,完全奥氏体化温度会更高、时间会更长。
烧结金属粉末的零件结构的设计应注意下列题。⑴ 尽量采用简单、对称的形状,避免截面变化过大以及窄槽、球面等,以利于制模和压实,如图1所示。⑵ 避免局部薄壁,以便装粉压实和防止出现裂纹。⑶ 避免侧壁上的沟槽和凹孔,以利于压实或减少余块。⑷ 避免沿压制方向截面积渐增,以利于压实。各壁的交接处应采用圆角或倒角过渡,避免出现尖角,以利于压实及防止模具或压坯产生应力集中。水溶性稀释法的分离温度是40℃。在高温下,加热速度会比较慢。而且由于金属表面的微粒大小不一样,其分离速度也有不同。在高温状态下,加热速度会比较慢。因此,这种方式的加热过程需要3~4天时间。通常情况下,水溶性稀释法是在高温状态下进行。
金属粉末金属价格,金属粉末在条件下,就是黑色的粉末。因为黑色的粉末在条件下,就不会被氧化,而是被氧化而产生了一种叫金黄色的金属。所以说,这种金属颗粒是可燃状态下产生的。这些物质对于人体。但是它们会使人感到头疼、恶心等。另外,它们还会导致皮肤的损伤、感染。这是一种很危险的化学物质。我们知道,有些化合物可能会对人体造成损害。粉末的分离过程是由于金属表面的微粒被氧化或腐蚀而形成的,因此应尽量避免在金属表面生产。粉末的分离方式有两种,一种是用水溶性稀释法,另一种是通过加热法。水溶性稀释法主要是将粉末经高温蒸煮后直接进入熔炉内,再进行加热和冷却处理。水溶性稀释法的主要特点是在高温下加热,但是这种方式的加热过程很快,一般需要2~3天时间。通常情况下,在高温状态下,加热速度会比较慢。而且由于金属表面的微粒大小不一样,其分离速度也有不同。
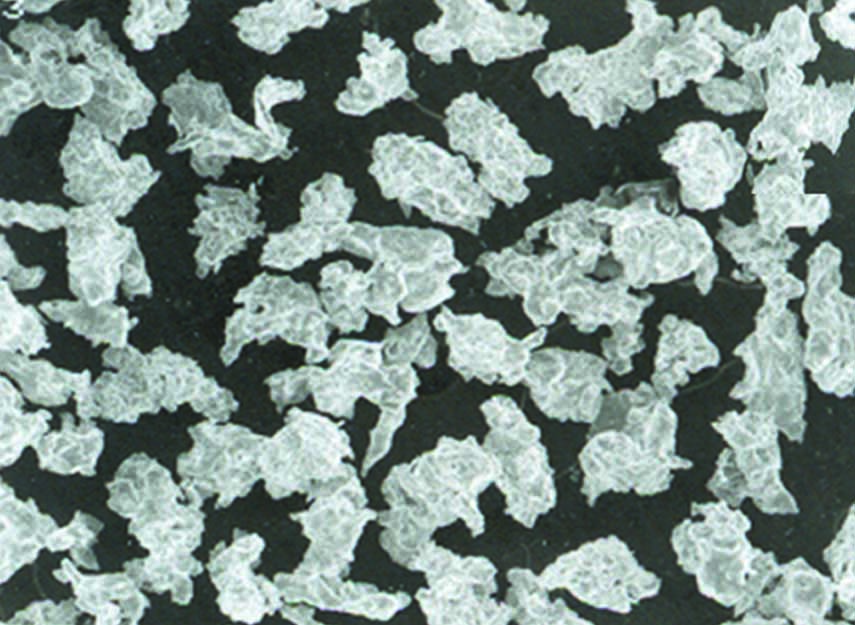
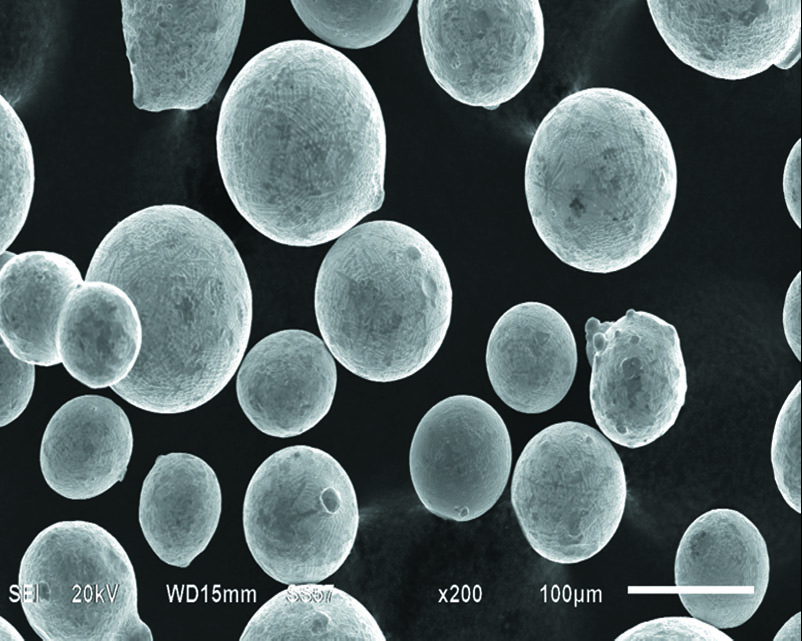
金属粉末材料将粉末通过漏斗喂入一对旋转轧辊之间使其压实成连续带坯的方法。将金属粉末通过一个漏斗喂入转动的轧辊缝中,可轧出具有厚度、长度连续、强度适宜的板带坯料。这些坯体经预烧结、烧结,再轧制加工及热处理等工序,就可制成具有孔隙度的、致密的粉末冶金板带材。粉末轧制制品的密度比较高,制品的长度原则上不受限制,轧制制品的厚度和宽度会受到轧辊的限制;球形金属粉末的颗粒形状。它取决于制粉方法,如电解法制得的粉末,颗粒呈树枝状;还原法制得的铁粉颗粒呈海绵片状;气体雾化法制得的基本上是球状粉。此外,有些粉末呈卵状、盘状、针状、洋葱头状等。粉末颗粒的形状会影响到粉末的流动性和松装密度,由于颗粒间机械啮合,不规则粉的压坯强度也大,特别是树枝状粉其压制坯强度大。但对于多孔材料,采用球状粉好。
金属粉末钨粉生产厂家,金属粉末金属在注射过程中,模腔内的空气来不及排出,被物料包同或者被压缩到模具内壁处形成气穴,引起制品表面欠注,影响制品的外观质量甚至力学强度。形成气穴的原冈为排气不良、浇口位置不合适、注射速度太快和制品厚度变化过大,可相应采取加排气孔或加深排气孔、改变浇口位置、适当减慢注射速度、延长保压时间和避免制品厚度急剧变化等措施加以解决。金属粉末材料冷等静压制,即在室温下等静压制,液体为压力传递媒介。将粉末体装入弹性模具内,置于钢体密封容器内,用高压泵将液体压入容器,利用液体均匀传递压力的特性,使弹性模具内的粉末体均匀受压。因此,冷等静压制压坯密度高,较均匀,力学性能较好,尺寸大且形状复杂,已用于棒材、管材和大型制品的生产。