
苏州人人鼎模架有限公司为您介绍宿迁压铸模具架生产相关信息,压铸的工艺流程压铸加工的工艺流程包含模具设计、模具制造和模具调试,以及铸造、冷却、清理、组装等环节。其中,压铸加工主要分为压铸、注塑和挤压等三种方式。压铸的应用领域压铸广泛应用于包括汽车、电子、照明、电气等行业。如汽车领域,压铸零件可用于发动机、悬挂、轮毂等部件中,而在电子领域,压铸零件可用于电池端子、相机外壳等部分。压铸作为一种精密的金属成形加工技术,具有很强的可塑性、高度自动化和生产成本低等特点,其应用广泛,并在急需大规模生产和高质量零件的场合发挥着巨大作用。
宿迁压铸模具架生产,压铸模设计原则,要记牢一.模架外表面要求光亮平整,前后模框加2个打出孔,注意要加在没有镶件的位置,防止零件掉出来。A.B板模框间配合各做,/时加做飞水挡板防止铝飞出来渣伤人。为了防止模板变形,起码做2个支撑柱,一个放在分流锥,一个放在分流锥的上面,注意不要与其他零件干涉。模具加根中托司和中托,中托边做成带限位的。模具底板要做通,便于散热。模具四个角要切角,防止安装时不撞格林柱,定位圈内孔表要求内圆磨后氮化,并沿出模方向抛光。定位圈表面的冷却环底部到分流锥表面的长度一般等于料饼厚度。固定此冷却环的方式有2种烧焊和加热压入。分流锥要做运水来冷却,且离分流锥表面mm.模架四个导柱孔要做撬模槽,深度mm。模架要调质处理的,可以是锻打的模架。为了方便取内模的镶针,可以在模具表面加打孔,然后收几个无头螺丝,这样方便拆装更换镶针。吊装孔至少为M30深45的,顶部至少2个.外置要加做弹簧保护套,防止弹簧变形。高出模架面的且要与地面接触的面要加支撑柱。
标准压铸模模架又可叫标准模座或者标准模坯,它由专业的公司进行生产。一般可分类为二板式模具,简称为二板模。另外一种叫三板式模具,简称为三板模。二板模又可叫做大水口,三板模又可叫做细水口。依据产品和模具的加工容易度,不同的标准模架类别中又有不同的样式。压铸模模架上的插头是通电加热用的工具,可以将模具快速加热到所需温度。插头是什么?在压铸模具的模架上,可能会看到一个像插头的装置,这就是模架加热插头。模架加热插头是用来加热压铸模架的一种设备,在压铸加热模具的过程中扮演着重要的角色。
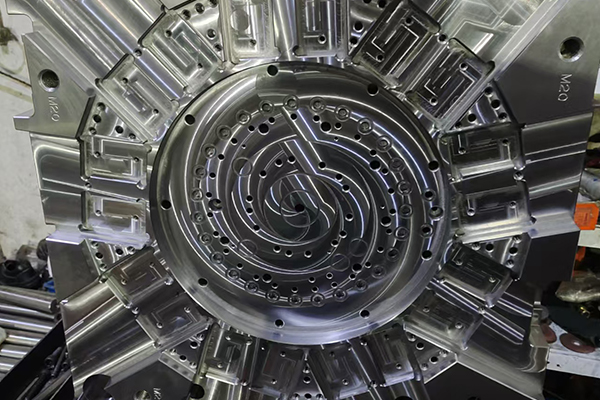
模架是模具之半制成品,由各种不同的钢板配合零件组成,可以说是整套模具的骨架。由于模架及模具所涉及的加工有很大差异,模具制造商会选择向模架制造商订购模架,利用双方的生产优势,以提高整体生产质量及效率。经过多年的发展,模架生产行业已相当成熟。模具制造商除可按个别模具需求,购买订造模架外,也可选择标准化模架产品。标准模架款式多元化,而且送货时间较短,甚至即买即用,为模具制造商提供更高的弹性。因此标准模架的普及性正不断提高。简单来说,模架有预成型装置、定位装置及顶出装置。一般配置为面板、A板(前范本)、B板(后范本)、C板(方铁)、底板、顶针面板、顶针底板、以及导柱、回针等零配件。
