苏州人人鼎模架有限公司关于扬州冲模模架生产的介绍,铝合金压铸模模胚的材质不仅会影响到产品的质量和表面光洁度,同时也决定了模具的使用寿命和加工成本。因此,在选择材质时应考虑产品尺寸、制造工艺、模具寿命和生产批量等因素。锌铝合金压铸模是制造家具配件、机械配件等产品的关键零部件。如何选择合适的标准模架在选择标准模架的时候,需要根据具体的出口模具特点进行选择。通常需要考虑以下因素承载能力模具重量、使用环境等因素会影响承载能力。在选择标准模架时需要考虑模具重量,选择能够承载该重量的标准模架类型。尺寸精度模具尺寸精度的要求不同,需要选择相应的标准模架类型。使用频次使用次数多的模具需要选择更加耐用的标准模架类型。成本标准模架价格不同,需要根据具体情况进行选择,以尽可能降低成本。
扬州冲模模架生产,压铸模主要用于制造各种金属零件,其使用范围包括机械制造、汽车、航空、电子、轨道交通等多个领域。压铸模的概述压铸是一种常用的金属成型工艺,用于生产各种高精度、高强度的金属零件。而压铸模就是用于制造这些金属零件的模具。压铸模通常由上下两个模板组成,中间装有模芯,其内部空腔与所需产品相应。压铸时,将熔化的金属注入模腔中,然后通过压力将模具中的金属充分填充,待金属冷却凝固后,便可以脱模得到所需产品。压铸模设计原则,要记牢一.模架外表面要求光亮平整,前后模框加2个打出孔,注意要加在没有镶件的位置,防止零件掉出来。A.B板模框间配合各做,/时加做飞水挡板防止铝飞出来渣伤人。为了防止模板变形,起码做2个支撑柱,一个放在分流锥,一个放在分流锥的上面,注意不要与其他零件干涉。模具加根中托司和中托,中托边做成带限位的。模具底板要做通,便于散热。模具四个角要切角,防止安装时不撞格林柱,定位圈内孔表要求内圆磨后氮化,并沿出模方向抛光。定位圈表面的冷却环底部到分流锥表面的长度一般等于料饼厚度。固定此冷却环的方式有2种烧焊和加热压入。分流锥要做运水来冷却,且离分流锥表面mm.模架四个导柱孔要做撬模槽,深度mm。模架要调质处理的,可以是锻打的模架。为了方便取内模的镶针,可以在模具表面加打孔,然后收几个无头螺丝,这样方便拆装更换镶针。吊装孔至少为M30深45的,顶部至少2个.外置要加做弹簧保护套,防止弹簧变形。高出模架面的且要与地面接触的面要加支撑柱。
大型模架生产厂家,压铸腔压铸腔是铸造工件所需形状的实体部分,由上、下模板分别构成。压铸腔应满足工件形状、尺寸和铸造工艺需要,其表面应平整光滑。流道系统流道系统是连接液态金属与压铸腔的通道,主要包括入铸口、流道、冷却水道、喷孔和出铸口等。铸压机铸压机是压铸工艺中关键的设备之一,它用于将熔融金属注入模具内部形成产品。铸压机的主要参数包括锁力、千斤顶行程、注射压力和注射容积等。合理选择铸压机能够保证产品质量稳定可靠,同时还可以提高生产效率。

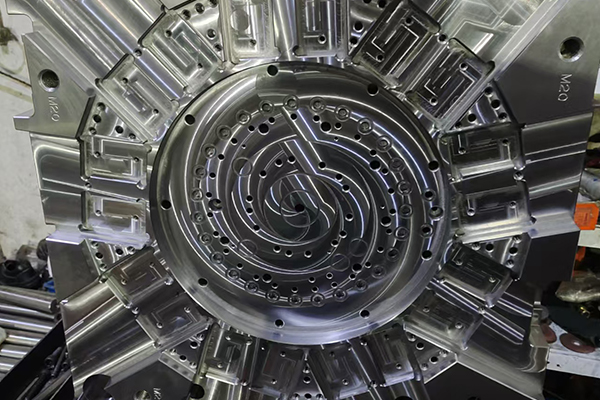
流道及排渣系统设计分流锥上面料饼的主流道要做到圆表面积的1/3以内。这样防止冷料快速进入型腔前就封闭了分型面。分流锥上面主流道要做成“W”形状,料饼厚度做到mm.一般主流道的长度做到mm,且单边做°的出模。一般横流道是拐弯,且做成2个台阶以上,防止冷料通过横流道进入型腔,导致产品表面冷隔纹。一般能够在横流道进入产品出的浇口位置加2个缓冲器好了,这样就完全把冷料挡在了型腔外面了。一般标准主流道下面的顶针料位都要做出模,且要包R2以上。主流道对面有凸出的芯子要避开,且主流道对面的渣包是先做垃圾,然后看情况再加开。渣包开球场的平面,半圆的截面形状,且入水处与排气槽都要隔开1/3好。渣包的入水处也要跳级。排气槽要打折且要圆滑过渡,要遵循“1”的规则。为方便加工,直流道与产品相接处浇口要跳级,后加工时不容易掉肉。