
苏州人人鼎模架有限公司为您介绍压铸模具模架加工的相关信息,压铸模具模架的设计与优化随着压铸技术的不断发展,对模具模架的要求也越来越高。为了满足生产需求,模架的设计需要不断进行优化。以下是一些主要的设计优化方向轻量化设计在保证强度和刚性的前提下,尽量减轻模架重量,以降低能耗和生产成本。高精度加工采用的加工设备和工艺,提高模架的加工精度和表面质量,以满足高精度产品的生产需求。模块化设计将模架设计为可拆卸、可重组的模块,便于快速更换和维修模具,提高生产灵活性。智能化升级结合传感器、控制系统等智能化技术,实现模架的自动调整和监控,提高生产过程的智能化水平。
工艺对压铸件尺寸精度的影响熔炼温度在制造过程中,熔炼温度会直接影响到压铸件的组织结构。一般来说,熔炼温度较高的情况下,组织结构比较疏松,尺寸精度也就相对较差。压铸过程中的生产参数控制压铸过程中的参数控制也会影响到压铸件的尺寸精度。包括喷口压力、喷嘴速度、喷头位置等参数,这些参数控制得不合理会导致压铸件尺寸偏大或偏小。要保证这些参数控制得合理,才能保证压铸件的尺寸精度。以上是影响压铸件尺寸精度的主要因素。在实际生产中,我们需要根据不同的压铸件(不同形状、材质等),有针对性地采取措施来处理,才能保证压铸件的尺寸精度。
影响压铸件尺寸精度的主要因素包括成型收缩成型收缩是影响压铸件尺寸的主要因素。由于成型收缩是一个复杂的过程,收缩率有一个较宽幅的选择范围。根据压铸件的外部形状及结构特点,分别选择各部分尺寸合适的成型收缩率并确定成型尺寸,是保证压铸件尺寸精度的关键题。模具温度模具温度对压铸件的最终收缩量起重要的决定作用。压铸件在脱模时的温度会影响其后续的收缩过程,从而影响尺寸精度。定位销定位销是压铸模中必不可少的一个部件,它是模架和模板正确配合的保证。大多数模具至少需要安装两个定位销,通常一个处于模具的上部,另一个处于模具的下部,从而保证模具在关闭后的位置精度。顶出杆顶出杆是一种常用的压铸模结构零件,它主要用于把铸件推出模具。顶出杆的类型有很多种,如顶出板、限位顶出、导柱顶出、直接气动顶出等,而选择哪种顶出杆需要考虑到产量、占地面积、手动或自动等因素。
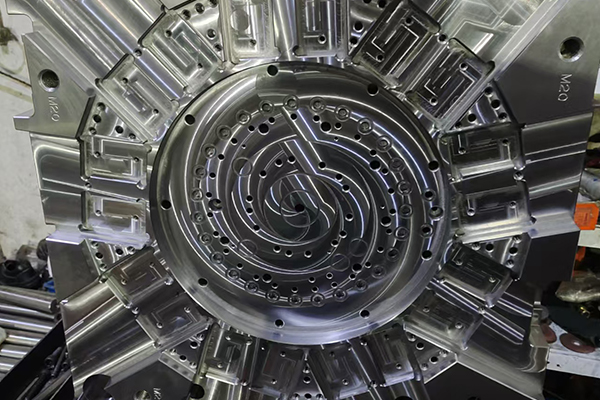
压铸模架是压铸模具的重要组成部分,是支撑和固定压铸模具中模芯、型腔和其他零部件的重要设备,通常由上下模板、四柱、固定板、下压板、压铸机橡胶块等组成。根据模具结构和制作材料的不同,可将压铸模架分为固定型、活动型和插板型。其中固定型和插板型压铸模架采用机工钢或合金结构钢材料制作,活动型压铸模架除了采用这两种材料外,还广泛使用铝合金、镁合金等轻质材料制作。顶针顶针是使工件脱模顺利的铸造过程零件,安装在下模上。顶针多用于不对称工件的铸造,如压盖、两件式结构以及凸凹面较多的工件等。出铸口出铸口是指工件铸造完成后,由于液态金属在压铸腔中压实、冷却,通过出铸口脱离压铸腔,并连接铸件和流道系统。
