
苏州人人鼎模架有限公司带你了解关于丽水铸铁压铸模具厂的信息,压铸模作为一种重要的金属成型工具,在各行各业都有广泛的应用。从机械制造到汽车、航空、电子、轨道交通等各个领域,压铸模通过制造高精度、高强度的金属零件,对推动行业的技术进步和发展起到了重要的作用。不同的使用场景和材料选择,需要根据实际情况进行考虑和选择。模架是模具之半制成品,由各种不同的钢板配合零件组成,可以说是整套模具的骨架。由于模架及模具所涉及的加工有很大差异,模具制造商会选择向模架制造商订购模架,利用双方的生产优势,以提高整体生产质量及效率。经过多年的发展,模架生产行业已相当成熟。模具制造商除可按个别模具需求,购买订造模架外,也可选择标准化模架产品。标准模架款式多元化,而且送货时间较短,甚至即买即用,为模具制造商提供更高的弹性。因此标准模架的普及性正不断提高。简单来说,模架有预成型装置、定位装置及顶出装置。一般配置为面板、A板(前范本)、B板(后范本)、C板(方铁)、底板、顶针面板、顶针底板、以及导柱、回针等零配件。
丽水铸铁压铸模具厂,压铸工艺的三大要素是压铸机、压铸模具和合金材料。压铸机压铸机是压铸工艺的核心设备之一,它将电机的电能通过马达转换为液压能,从而驱动模具的动作。压铸机的主要功能包括打开和关闭模具,以及将熔化的金属喷射进入模具型腔。压铸机有冷室压铸机和热室压铸机两种类型,分别适用于不同的工艺需求。压铸模模架上的插头是通电加热用的工具,可以将模具快速加热到所需温度。插头是什么?在压铸模具的模架上,可能会看到一个像插头的装置,这就是模架加热插头。模架加热插头是用来加热压铸模架的一种设备,在压铸加热模具的过程中扮演着重要的角色。

压铸模具模架厂家,插头的作用插头是通过通电加热的方式将压铸模具加热到所需的温度,以便在压铸生产中达到更好的成型效果。模具加热是压铸成型中非常重要的一个环节,它可以缩短生产周期,增加生产效率,提高产品质量。插头加热模架的方式通常是采用直接加热的方式,即插针直接插入到模架上的孔中,通过插头本身的发热,将模架加热至所需温度。此外,插头还可以作为压铸模架上的一种定位装置,使模架与插头相对应,固定在模架上。压铸模的使用范围机械制造例如制造汽车发动机外壳、机座、变速器壳体、飞机座椅架等大型机械零件。汽车例如发动机水箱罩、车头格栅、轮毂、装饰件等各种汽车零部件。航空例如制造飞机发动机外壳、起落架、液压泵盖等高强度、高精度的航空零部件。电子例如制造手机壳体、相机外壳、电视支架等各种精密电子产品。轨道交通例如制造铁路车辆的车壳、底盘、转向架等各种铁路零件。
定位销定位销是压铸模中必不可少的一个部件,它是模架和模板正确配合的保证。大多数模具至少需要安装两个定位销,通常一个处于模具的上部,另一个处于模具的下部,从而保证模具在关闭后的位置精度。顶出杆顶出杆是一种常用的压铸模结构零件,它主要用于把铸件推出模具。顶出杆的类型有很多种,如顶出板、限位顶出、导柱顶出、直接气动顶出等,而选择哪种顶出杆需要考虑到产量、占地面积、手动或自动等因素。材料利用率高压铸工艺可以制造形状复杂、轮廓清晰、薄壁深腔的金属零件,材料利用率较高。适合批量生产尽管压铸适合批量生产,但由于模具和设备的高昂造价,通常只用于大量生产。小批量生产不适合压铸工艺。铸件质量压铸件组织致密,具有较高的强度和硬度,但可能存在气孔及氧化夹杂物等题。适用材料压铸工艺主要使用不含铁的金属,如锌、铜、铝、镁、铅、锡及其合金。设备成本高铸造设备和模具的造价高昂,这使得压铸工艺在工业生产中具有一定的经济门槛。
汽车模架定制加工,顶针顶针是使工件脱模顺利的铸造过程零件,安装在下模上。顶针多用于不对称工件的铸造,如压盖、两件式结构以及凸凹面较多的工件等。出铸口出铸口是指工件铸造完成后,由于液态金属在压铸腔中压实、冷却,通过出铸口脱离压铸腔,并连接铸件和流道系统。铝合金压铸模模胚的材质不仅会影响到产品的质量和表面光洁度,同时也决定了模具的使用寿命和加工成本。因此,在选择材质时应考虑产品尺寸、制造工艺、模具寿命和生产批量等因素。锌铝合金压铸模是制造家具配件、机械配件等产品的关键零部件。
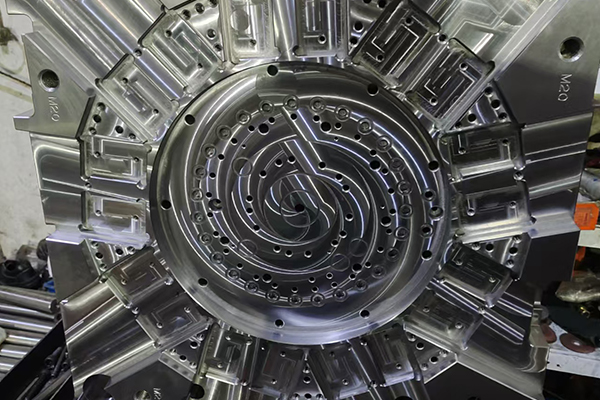
安全保障一些大型模具、重型模具或尖锐型模具,如果随意堆放容易造成安全事故。而模具模架可以确保模具的存放安全,减少因模具的滑落、掉落等题而引发的安全隐患。模具模架的使用可以提高生产效率和质量稳定性,同时也能够延长模具的使用寿命,减少安全事故的发生。因此,它是模具行业中不可或缺的重要辅助设备。压铸模设计原则,要记牢一.模架外表面要求光亮平整,前后模框加2个打出孔,注意要加在没有镶件的位置,防止零件掉出来。A.B板模框间配合各做,/时加做飞水挡板防止铝飞出来渣伤人。为了防止模板变形,起码做2个支撑柱,一个放在分流锥,一个放在分流锥的上面,注意不要与其他零件干涉。模具加根中托司和中托,中托边做成带限位的。模具底板要做通,便于散热。模具四个角要切角,防止安装时不撞格林柱,定位圈内孔表要求内圆磨后氮化,并沿出模方向抛光。定位圈表面的冷却环底部到分流锥表面的长度一般等于料饼厚度。固定此冷却环的方式有2种烧焊和加热压入。分流锥要做运水来冷却,且离分流锥表面mm.模架四个导柱孔要做撬模槽,深度mm。模架要调质处理的,可以是锻打的模架。为了方便取内模的镶针,可以在模具表面加打孔,然后收几个无头螺丝,这样方便拆装更换镶针。吊装孔至少为M30深45的,顶部至少2个.外置要加做弹簧保护套,防止弹簧变形。高出模架面的且要与地面接触的面要加支撑柱。