
苏州人人鼎模架有限公司关于南京大型模架生产厂家相关介绍,设备对压铸件尺寸精度的影响压铸机的精度压铸机的精度是影响压铸件尺寸精度的关键因素。一般来说,高精度的压铸机制造的压铸件尺寸误差小,精度较高。模具的制造精度模具的制造精度直接影响压铸件尺寸精度。如果模具制造精度不高,那么在生产中就会出现尺寸偏差较大的情况。因此,在选用模具时要求制造精度要高,并经常对模具进行维护和修理。压铸的特点主要包括以下几个方面高生产率和自动化压铸工艺具有较高的生产率,易于实现机械化和自动化,特别适合生产形状复杂的薄壁铸件。尺寸精度高压铸件的尺寸公差等级可达CT3~CT6,表面粗糙度一般为Ra8~2μm,具有较高的尺寸精度和表面质量。
南京大型模架生产厂家,材料利用率高压铸工艺可以制造形状复杂、轮廓清晰、薄壁深腔的金属零件,材料利用率较高。适合批量生产尽管压铸适合批量生产,但由于模具和设备的高昂造价,通常只用于大量生产。小批量生产不适合压铸工艺。铸件质量压铸件组织致密,具有较高的强度和硬度,但可能存在气孔及氧化夹杂物等题。适用材料压铸工艺主要使用不含铁的金属,如锌、铜、铝、镁、铅、锡及其合金。设备成本高铸造设备和模具的造价高昂,这使得压铸工艺在工业生产中具有一定的经济门槛。
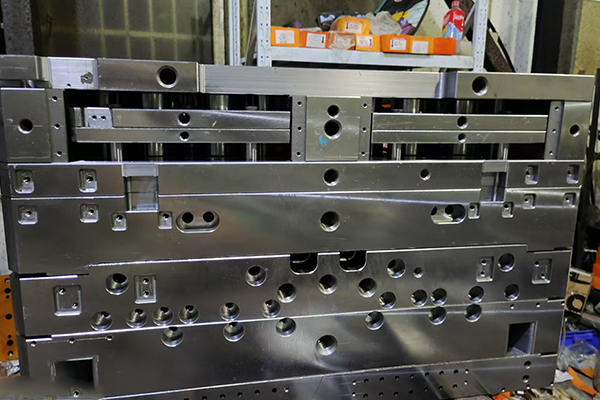
压铸模设计原则,要记牢一.模架外表面要求光亮平整,前后模框加2个打出孔,注意要加在没有镶件的位置,防止零件掉出来。A.B板模框间配合各做,/时加做飞水挡板防止铝飞出来渣伤人。为了防止模板变形,起码做2个支撑柱,一个放在分流锥,一个放在分流锥的上面,注意不要与其他零件干涉。模具加根中托司和中托,中托边做成带限位的。模具底板要做通,便于散热。模具四个角要切角,防止安装时不撞格林柱,定位圈内孔表要求内圆磨后氮化,并沿出模方向抛光。定位圈表面的冷却环底部到分流锥表面的长度一般等于料饼厚度。固定此冷却环的方式有2种烧焊和加热压入。分流锥要做运水来冷却,且离分流锥表面mm.模架四个导柱孔要做撬模槽,深度mm。模架要调质处理的,可以是锻打的模架。为了方便取内模的镶针,可以在模具表面加打孔,然后收几个无头螺丝,这样方便拆装更换镶针。吊装孔至少为M30深45的,顶部至少2个.外置要加做弹簧保护套,防止弹簧变形。高出模架面的且要与地面接触的面要加支撑柱。
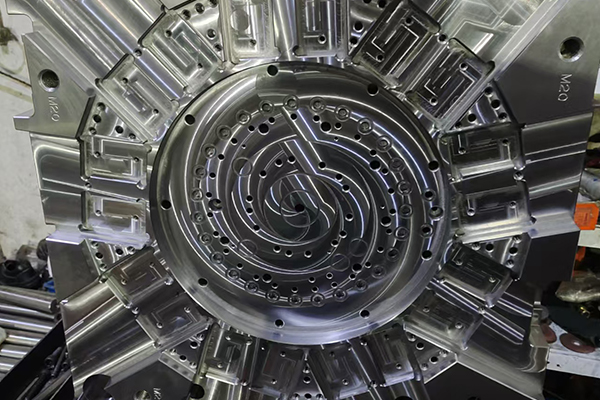
压铸腔压铸腔是铸造工件所需形状的实体部分,由上、下模板分别构成。压铸腔应满足工件形状、尺寸和铸造工艺需要,其表面应平整光滑。流道系统流道系统是连接液态金属与压铸腔的通道,主要包括入铸口、流道、冷却水道、喷孔和出铸口等。插头的作用插头是通过通电加热的方式将压铸模具加热到所需的温度,以便在压铸生产中达到更好的成型效果。模具加热是压铸成型中非常重要的一个环节,它可以缩短生产周期,增加生产效率,提高产品质量。插头加热模架的方式通常是采用直接加热的方式,即插针直接插入到模架上的孔中,通过插头本身的发热,将模架加热至所需温度。此外,插头还可以作为压铸模架上的一种定位装置,使模架与插头相对应,固定在模架上。