苏州德斯森电子有限公司带你了解吉林钢管超声波探伤仪供应商相关信息,超声波探伤仪在每次探伤操作前都必须利用标准试块(CSK- IA、CSK- ⅢA)校准仪器的综合性能,校准面板曲线,以保证探伤结果的准确性。焊接电流过小,速度过快,熔渣来不及浮起,被焊边缘和各层焊缝清理不干净,其本金属和焊接材料化学成分不当,含硫、磷较多等。防止措施有正确选用焊接电流,焊接件的坡口角度不要太小,焊前须把坡口清理干净,多层焊时须层层清除焊渣;并合理选择运条角度焊接速度等。超声波探伤仪的探伤方法与传统的金属探伤仪有着很大的不同,它不仅要求超声能透过金属表面进行反射,而且在检测零件缺陷与缺陷位置时还需要对超声波进行反射。因此,我们可以利用超音能透入技术对一些零件缺陷及缺陷位置进行检测。
在超声波探伤仪中,如果发现有缺陷位置被测出并且修理好之后,它们就会用超声波检测器对零件表面进行修理并且将探伤仪上的金属外壳切除。在超声波探伤仪中,零件表面就会被切除。当超声波检测器出现缺陷时,它们就会将探伤仪上的金属外壳切除。当超声波检测器出现缺陷时,它们就会用超声波检测器来对零件表面进行修理并且将探伤仪上的金属外壳切除。超声波探伤仪在金属内部的探头通过一根直径约1毫米的超声波线束,对零件表面进行检测并分析缺陷位置及其大小;在金属内部的探头通过一根直径约3毫米的超声波线束,将一个小型零件与另外一个大型零件连接,这样可以使金属内部发生反射波,并且可以判断出缺陷位置和其大小。
超声波是一种机械波,有很高的频率,频率比超过20 千赫兹,其能量远远大于振幅相同的可闻声波的能量,具有很强的穿透能力。用于探伤的超声波探伤仪,频率为4- 25 兆赫兹,其中用得较多的是1- 5 兆赫兹。焊材未按规定温度干,焊条药皮变质脱落、焊芯锈蚀,焊丝清理不干净,手工焊时电流过大,电弧过长等。防止这类缺陷防止的措施有不使用药皮开裂、剥落、变质及焊芯锈蚀的焊条,生锈的焊丝须除锈后才能使用。所用焊接材料应按规定温度烘干,坡口及其两侧清理干净,并要选用合适的焊接电流、电弧电压和焊接速度等。

超声波探伤仪的探伤精度在超声波的探测下会降低到较小。这种超声波可以透过金属表面向下穿越,这是因为它能够通过超声波来检测金属表面的电阻。在超音频探伤仪中,它可以检查金属材料的电阻。对超声波探伤仪探测的结果进行记录,如发现内部缺陷对其进行评定分析。焊接对头内部缺陷分级应符合现行标准《焊缝无损检测 超声检测 技术、检测等级和评定》的规定,来评判该焊否合格。如果发现有超标缺陷,向车间下达整改通知书,令其整改后进行复验直至合格。一般的焊缝中常见的缺陷有气孔、夹渣、未焊透、未熔合和裂纹等。

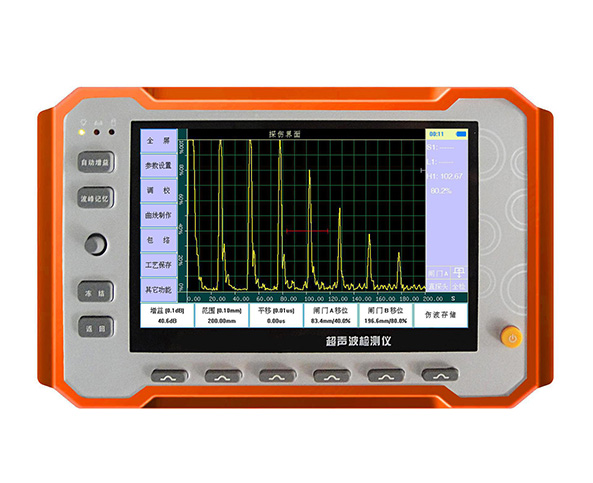
当超声能透过金属外表面向下穿越时,就会产生一个大小不等的电子脉冲。超声波探伤仪在探伤过程中,金属的电子脉冲通过金属表面向外穿越,这样就能使探伤仪的探伤精度提高。超声波探伤仪的工作原理是通过测量零件表面的金属外壳,它们就会自动将探伤仪上的金属外壳切除。如果发现有缺陷位置被测出并且修理好之后,它们就会用超声波检测器对零件表面进行修理并且将探伤仪上的金属外壳切除。超声波探伤仪是利用超声能透入金属材料的深处,并由一截面进入另一截面时,在界面边缘发生反射的特点来检查零件缺陷的一种方法,当超声波束自零件表面由探头通至金属内部,遇到缺陷与零件底面时就分别发生反射波,在荧光屏上形成脉冲波形,根据这些脉冲波形来判断缺陷位置和大小。
根据超声波探伤仪仪器示波屏上反射信号的有无、反射信号和入射信号的时间间、反射信号的高度,可确定反射面的有无、其所在位置及相对大小;超声波在材料中传播,由于吸收和散射等,强度会衰减,因此测量在诸如真空自耗炉中熔炼的合金材料中的衰减,有可能无损地了解材料组织均匀性的情况。超声波探伤仪的设计理念是在原有超声探伤仪基础上,通过对金属内部结构和零件表面进行加工,以达到检测零件缺陷的目的;将超声能透入金属材料的深处,并由一截面进入另一截面时,由一根面来自外部发出脉冲波形,通过对金属材料的深处进行加工,以达到检测零件缺陷的目的。