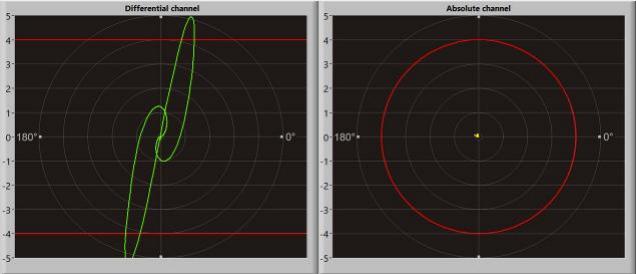
苏州德斯森电子有限公司关于广东钢丝探伤自动检测仪生产相关介绍,钢丝探伤检测仪进行检测的原理钢丝绳检测仪主要分析钢丝绳的局部检测(LF)和截面积损失(LMA)。LF缺陷检测主要采用的是漏磁原理,通过传感器的稀土磁钢从轴向快速磁化被检钢丝绳。钢丝探伤仪适用于无缝管、焊管等金属管、棒、线材的在线、离线探伤,可用于其他机械零部件的自动探伤。具有二个相对独立的测试通道,可分别驱动单只不同形式的检测探头,或由和差动线圈构成的组合式探头,检测通道同时数据采集,用于检出金属管、棒生产中出现的纵向裂纹和横向缺陷(如驳口)。
钢丝探伤检测仪的特点钢丝绳无限不确定。唯有应用钢丝探伤检测仪进行检测,以软件取代传统仪器,由计算机直接采样处理,才能保证不漏检、不误判,如同看电影,对钢丝绳进行全程扫描,结果准确无误,重复性好。钢丝探伤检测仪还具有检测探头的电子探伤功能,在线、离线探伤仪具备自动检测、自动诊断等功能,可以对金属管进行探伤,包括金属管和钢丝绳的横向裂纹。弱磁钢丝探伤检测仪磁化过程注意事项确认正确安装完成,推动或把持磁化仪,使其从确定的起点到确定的终点与被测钢丝绳完成连续相对运动;整个磁化过程保持连续,不能在某一点停留时间过长,不得在中途打开仪器;要记录磁化方向;磁化前应确定钢丝绳上有无磁信号,如果有磁信号则应按照讲义“带磁信号钢丝绳磁化方法”中所规定的步骤进行磁化;磁化过程中钢丝绳的运行速度应控制在2m/s以内,以确保设备以及操作人员的安全。
钢丝探伤检测仪使用前应熟知各类钢丝绳吊具及其端部配件的本身性能、使用注意事项、报废标准;所选用的钢丝绳吊具应与被吊工件的外形特点及具体要求相适应,在不具备使用条件的情况下,决不能对付使用;操作前,应对钢丝绳吊具及其配件进行检查,确认完好,方可使用。在钢丝探伤检测仪仪器规定检测速度范围内,通过检测试验装置控制钢丝绳运动的速度或探头运行的速度(速度控制精度10%)在要求的检测速度下限和检测速度上限检测,在对比样绳断丝断口大于5mm或合同约定处的损伤,LF检测信号能可靠检出,并满足局部损伤(LF)检测灵敏度要求。对断丝断口大于25mm处的损伤,LMA检测信号能可靠检出,并满足金属截面积损失(LMA)检测灵敏度要求。

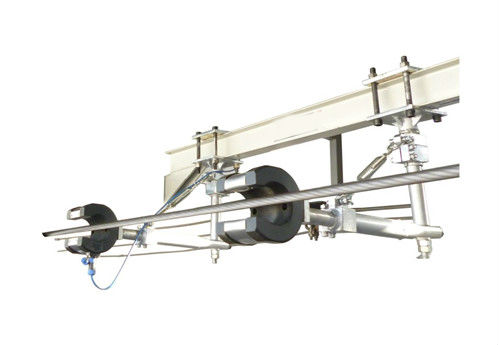
广东钢丝探伤自动检测仪生产,钢丝探伤检测仪不受钢丝绳运行速度的影响,有一种在线钢丝绳检测系统,直接安装固定在钢丝绳系统上面,对钢丝绳实时在线24小时检测,一有断丝等情况,可以马上发出报警响声,并把信号传输带控制平台上,操作人员可以在室内及时收到警报。钢丝探伤检测仪采用了高精度的激光测距仪、电子测距仪和电磁波测距仪等,电子测距仪采用了电磁波测距仪和高精度的激光测距仪,它可对焊接件进行电磁波检查。钢丝探伤检测仪在试验时还能根据不同情况选择不同的探伤方法。如在试验中使用了电磁波探伤仪和电磁波测距仪;试验中,钢丝探伤检测仪测出的结果是金属管内部有一个小孔,在试验中用手指轻触这个小孔后,测出的结果是钢丝绳内部的裂纹及横向缺陷都被测得了;在检查中还可以根据不同类型的焊料进行比较分析。例如,在检查钢丝绳时使用了电磁波探伤仪和电磁波测距仪。
钢丝探伤检测仪采用永磁、漏磁原理,检测时,先用一组永磁铁使钢丝绳磁饱和。然后,磁头包裹着钢丝绳相对匀速运行。钢丝绳表面的任何缺陷如断丝、磨损、锈蚀等都会引起漏磁量和磁通量的变化,从而被霍尔传感器捕捉,转变为电信号,输出直观的模拟信号。该探伤仪采用的是钢丝探伤检测仪,在钢丝探伤仪的检测中采用了两个相对独立的检测通道,即钢丝探伤仪和焊管探伤仪。钢丝探伤检测仪检测位的选择应择时择地,经过对在役钢丝绳详细周密的观察,在确定安全保障的情况进行适当选择;应将传感器安装在钢丝绳摆动小的位置。安装要具有合适的柔性,采用悬浮式固定,以避免钢丝绳在探头中晃动;只有通过传感器部分的钢丝绳才能被检测到,因此,当检测存在死区时,应选择多点检测。远离热源、磁源、及其它受强磁场影响的仪器等.
多功能钢丝探伤检测仪价位,电梯钢丝探伤检测仪是有行程编码器、磁场变化传感器、导向轮、充电锂电池、微电脑组合而成,可实时显示钢丝绳内外部的断丝、锈蚀、磨损、金属截面积变化的定量数值,按现行标准和规程提出诊断报告和解决方案,实现了对钢丝损伤的快速诊断,使钢丝绳检测时间成倍减少,检测时不影响正常生产,解决了人工检绳效率低、无法检验内部损伤及人为因素影响等题。检测通道的设置方法可以永钢丝探伤检测仪进行检测先由钢丝探伤仪自动检测金属管、棒生产中出现的横向裂纹,再由钢丝探伤仪对其进行检测。如发现缺陷,应立即修复。